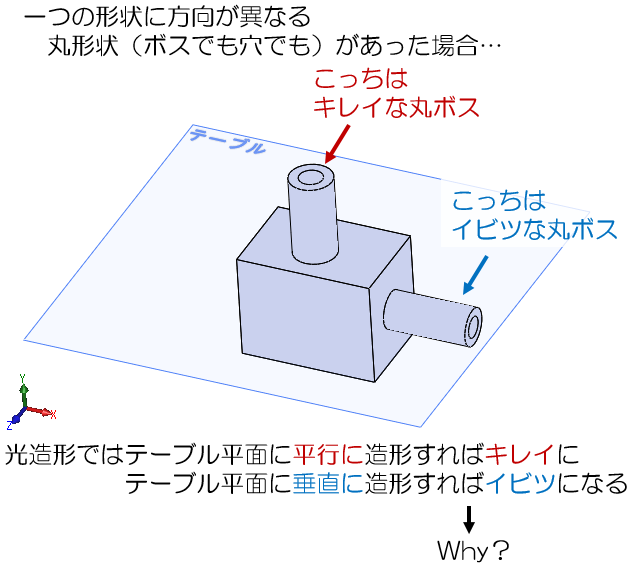
先日、とあるお客様より光造形の見積もりをいただきました。形状の概略としては、縦横斜めと数方向へ円筒の穴が空いているものでした。
見積回答の際に「穴は多少、歪(いびつ)になりますよ」と伝えると、お客様は「何で?」と質問を返され、そこから約1時間に渡り電話で説明。口頭で説明するのはとても大変でした。
次回からは「ブログをご覧ください」で伝わるように、備忘録を残します。
データの輪切り化
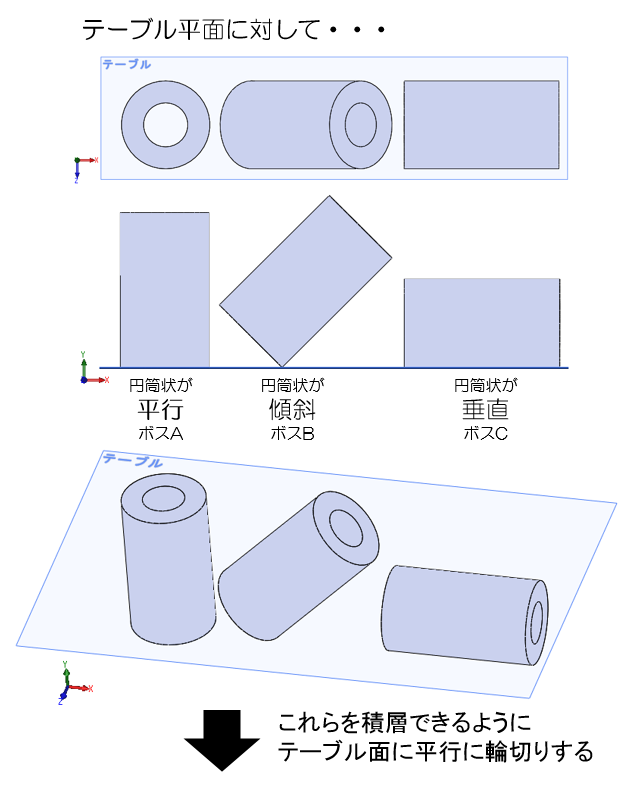
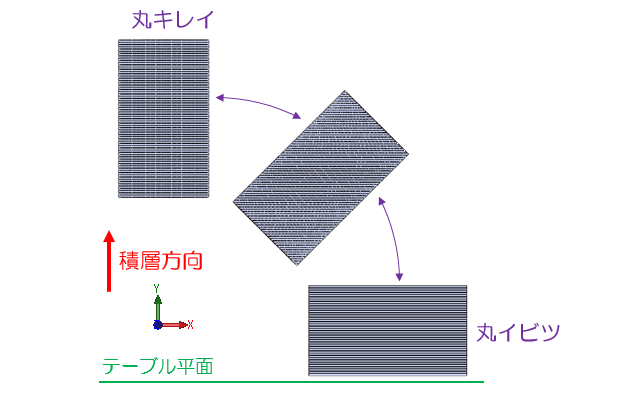
説明するにあたって、次の形状をCAD上で描いてみました。
円筒形状がテーブル面(絵ではXZ面)に対して、垂直に立っているもの、傾斜しているもの、水平に寝ているものの3つ。
そもそもの「積層造形」については、当社のWEBページ(ラピッドプロトタイピング/高速積層造形)をご覧ください。
「積層造形」とはその名の通り、層を積んでいき造形する工法。1層の厚みのことを積層ピッチといい、光造形でも粉末造形でも通常の積層ピッチは0.1mm設定。3Dプリンタは0.029mmと細かく積層できる(余談)。
今回の場合は光造形だったので、データを0.1mmで輪切りにし、層が積まれた状態にします。
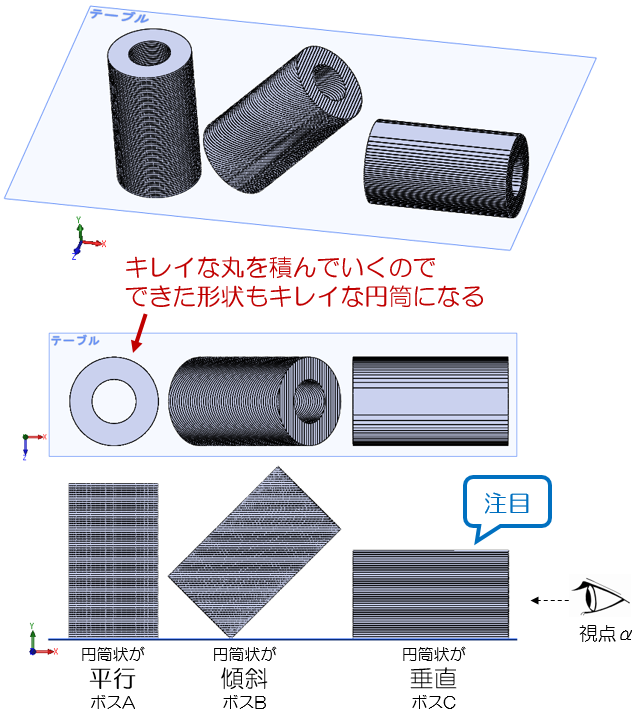
もう、この時点で積層する方向によって、キレイかイビツかが分かれることが何となくに理解いただけるのではないでしょうか。
上記の絵のボスAがキレイなのは見たまんまです。
以下の説明はボスCにスポットを当てて進めます。
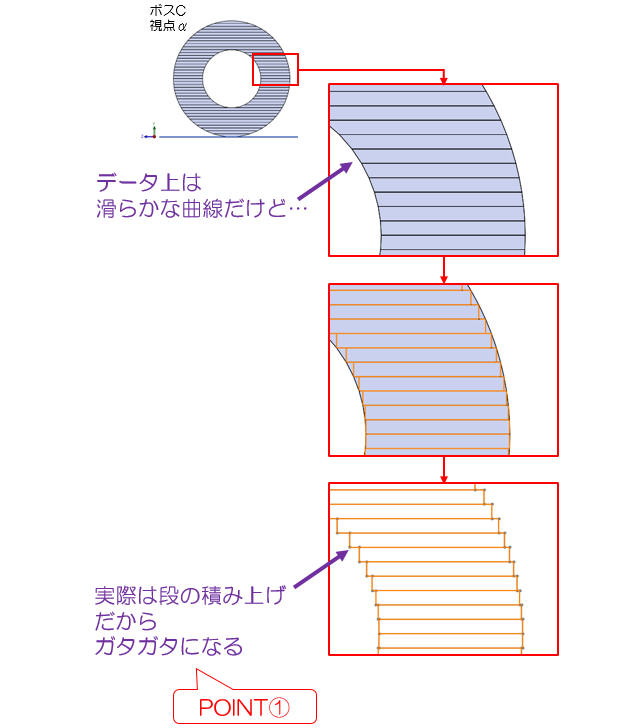
ボスCについて視点αからの形状をご想像ください。
POINT1)積層方向に曲線(曲面)は再現できない
層を積むというより、段を積むという方が想像しやすいでしょうか。要は3Dデータ上ではスムーズな曲面になっていても、実際は階段状のガタガタになるということです(これは積層方向に限ったことです)。
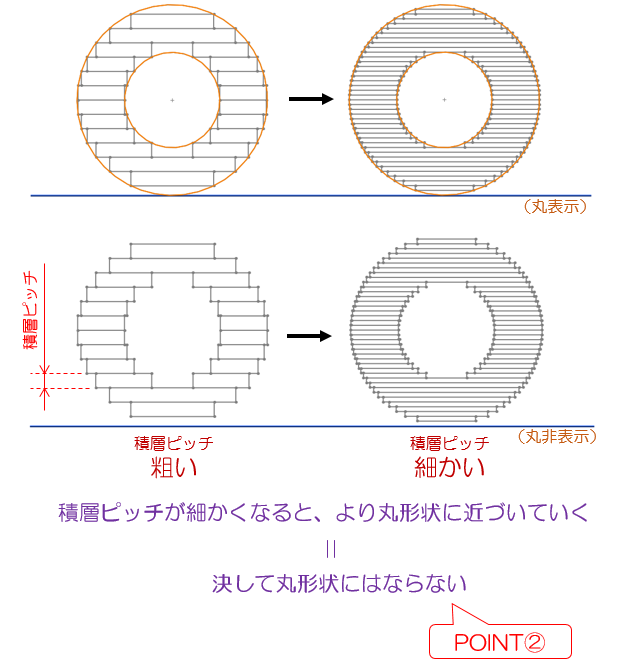
POINT2)積層ピッチが細ければ丸に近づくが、丸にはならない
絵から一目瞭然ですが、積層ピッチが細かくなるにつれ、より丸形状に近づいていきます。ポイントとしては、あくまで「丸形状に近づいていく」だけで、決して丸形状にはならないということです。
ここから余談です。上記にもありますが、3Dプリンタは光造形や粉末造形より積層ピッチが細かいです。ですので、より滑らかな造形品を作ることができます。その半面で、とても時間が掛かります。積層ピッチが粗いということは速くできるということ。細かいということは時間がかかるということです。3Dプリンタと光造形は同じ積層造形グループに属していても、メカニズムは全く異なりますので、積層ピッチだけで比較するのもどうかと思いますが「現状では3Dプリンタは光造形よりも高価である」ことはいえます。
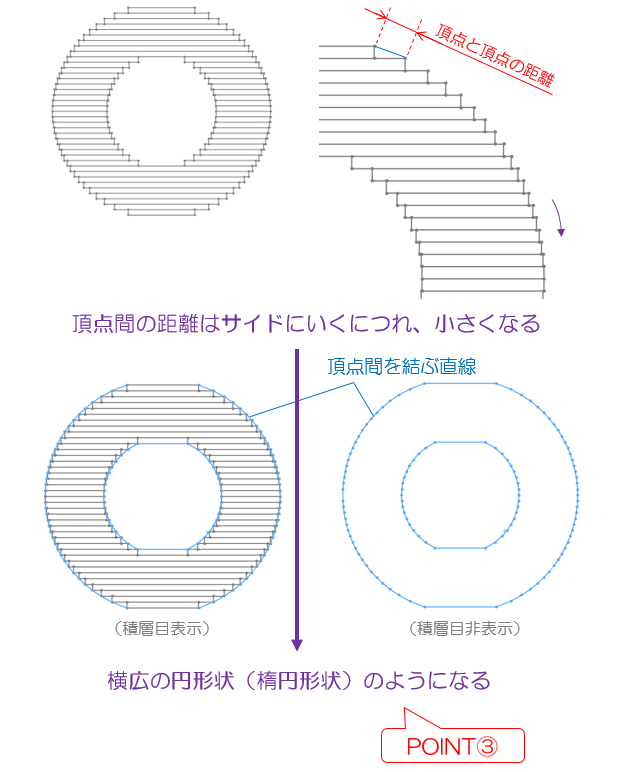
POINT3)積層ピッチが細ければ丸に近づくが、横広に(楕円ぽく)なる
これも絵を見ていただければご理解いただけると思いますが、最終的に出来た形状は丸というよりは楕円に近い形状になります。
まとめ)積層方向によって丸形状の綺麗さは変わってくる
ポイント1~3で説明は足りましたでしょうか・・・
テーブル平面に平行に積んでいく丸形状はキレイ
テーブル平面に垂直になる丸形状はイビツ
ただ多くの場合は、平行と垂直の間、傾斜にして造形します。実際は丸形状だけでなく、もっと複雑な形状もデータに含まれているわけで、形状全体が失敗なく再現できるように傾斜して造形することがほとんどです。
ただの円筒形状を作るのであれば、テーブル平面に平行に積みですが、それなら旋盤で加工した方が早いし安いしだと思います。
この度は丸形状で説明致しましたが、上記のことは丸形状に限りません。積層方向によって3Dデータと造形品とに微妙にでも形状に違いが出ることはご理解いただけると思います。